01
层流辊修复需求
层流冷却辊在轧厂用于成品板带的输送和层流冷却,位于精轧和卷曲机之间,热轧板带输送过程中,层流冷却辊既要承受热板柸的载荷冲击,同时要具有较高的结合强度保证辊道的磨损性能。传统的层流辊制造采用Ni60喷涂技术,但Ni60喷涂层与基体间结合强度低,工作寿命低。

图1 辉锐层流辊批量加工图
针对层流辊道的工作环境,其再制造在增材工艺上选用激光熔覆。在激光熔覆材料上选择LC-SR-31粉末(以下简称31粉),金属辊面材料为45#钢,两端材料为Q345D,因此采用常规层流辊表面熔覆要求的硬度材料。相比于传统的埋弧焊技术,焊接热输入较大,工件容易变形,母材稀释率和热影响区较大,性能保证率差,需要焊前预热和焊后热处理,工艺复杂繁琐。而激光熔覆技术在熔覆过程热输入小,工件变形,母材稀释率和热影响区小,焊后无需热处理。
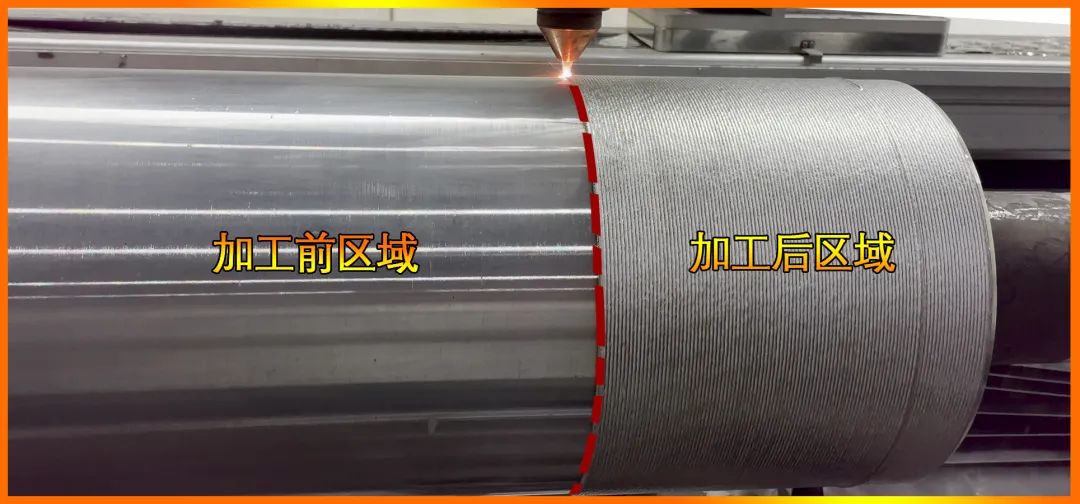
图2 加工前后对比图
02
工业化阶段
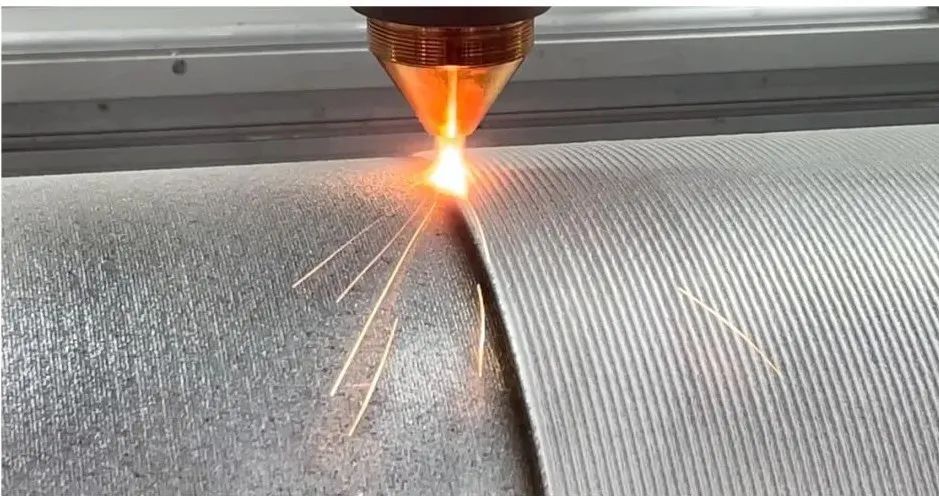
图3 多层熔覆图
03
修复技术要求
☑ 金相试样检测无缺陷;
☑ 辊面单边熔覆厚度2mm
☑ PT探伤无缺陷;
☑ 达到图纸尺寸和精度要求;
☑ 层流冷却辊工作层硬度55-60HRC;
☑ 熔覆层表面具有耐高温特性
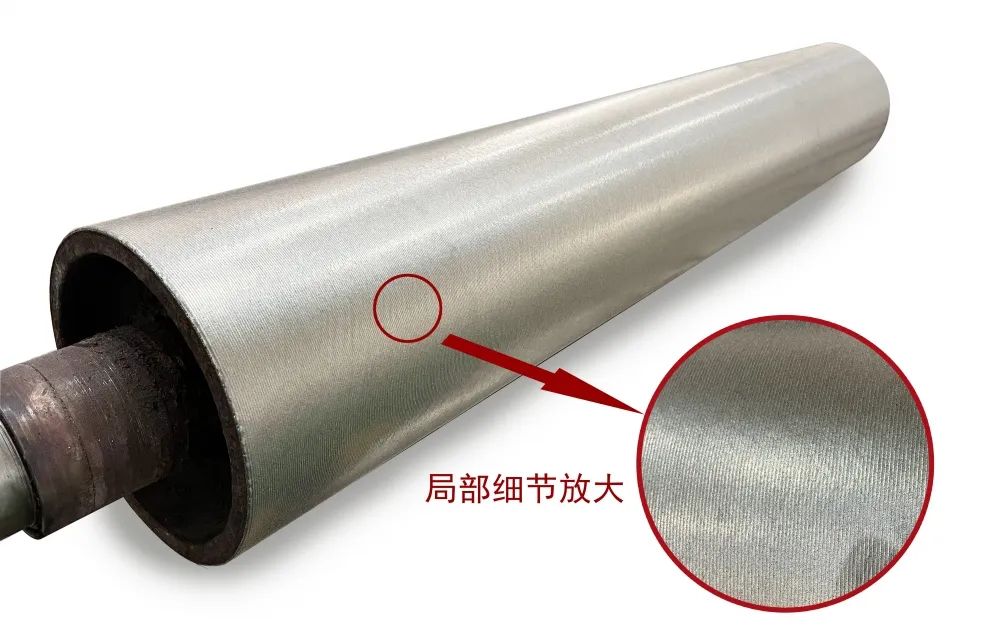
图4 加工后的细节放大图
04
修复流程
辉锐针对于层流辊修复制定了严格的工艺技术流程,确保所做加工修复出来的熔覆层达标,避免出现开裂,剥落等情况。

05
金相检测
根据GB/T 13298-2015检测标准,辉锐激光熔覆后的层流辊金相试验如图5所示,经多个金相检测,熔覆层组织表面无裂纹、气孔、未熔合等缺陷,并且熔覆层具有较基材更高的抗疲劳、耐高温等特性。
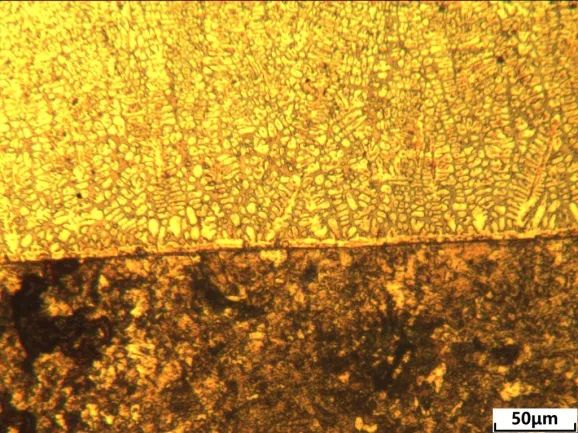
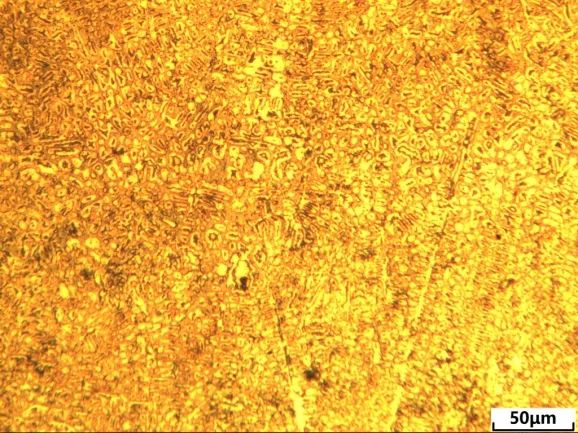
图5 基材与熔覆层结合处金相图(左)
熔覆层金相图(右)
06
硬度测试
硬度测试结果如表1所示。根据硬度测试结果显示熔覆层洛氏硬度平均值为57.8HRC(要求层流冷却辊工作层硬度55-60HRC),热影响区维氏硬度平均值为173.6 HV,基材维氏硬度平均值为166.5 HV。熔覆层的硬度比原先层流辊基材的硬度性能提升了约5倍左右。
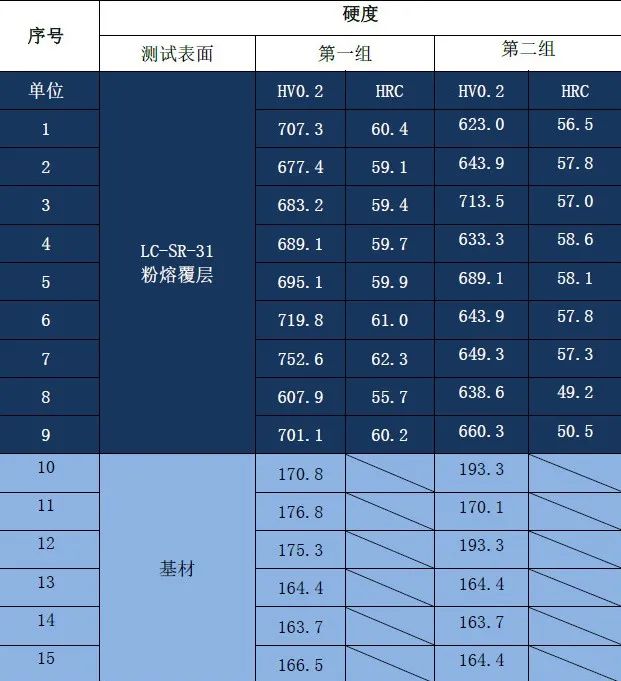
表1:试验硬度检测表
End



辉锐集团成立于2015年,是齐欢博士创办的国家高新技术企业。总部设在南京,注册资本6000万元,主营业务为工业级激光金属增材制造相关的服务与设备销售,其中包括激光熔覆,激光表面强化,激光淬火,激光清洗,3D打印直接成型等。辉锐拥有激光增材制造的核心技术,自主研发的设备与技术服务已广泛应用于航空、电力、轨道交通、石化、工程机械等领域。